第1章概述/001
1.1质量管理的定义和控制环节/001
1.2质量体系的基本准则/007
1.3质量保证体系/007
1.4质量管理与焊接检验的关系/009
第2章焊接结构制造及质量保证/011
2.1焊接结构制造工艺步骤/011
2.1.1焊前准备/011
2.1.2装配与焊接/015
2.1.3焊后热处理及焊件检验/023
2.2焊接容器的基本概念/025
2.2.1焊接容器的分类和工作条件/026
2.2.2焊接容器的组成及结构形式/027
2.2.3焊接压力容器用钢/029
2.3焊接质量保证和评定标准/031
2.3.1焊接质量保证/031
2.3.2焊接质量评定标准/034
2.3.3影响焊接质量的因素/035
第3章焊接缺欠与缺陷/038
3.1焊接缺欠与缺陷概述/038
3.1.1焊接缺欠与缺陷的关系/038
3.1.2焊接缺欠对接头质量的影响/039
3.2焊接缺欠的分类及特征/042
3.2.1焊接缺欠的分类/042
3.2.2外部缺欠和内部缺欠/045
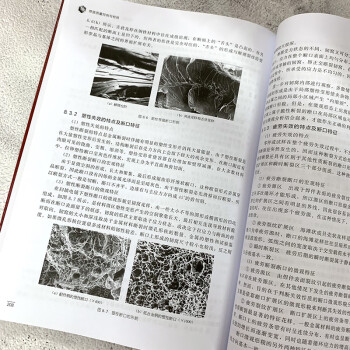
3.2.3焊接裂纹/045
3.2.4孔穴和固体夹杂/050
3.2.5未熔合和未焊透/053
3.2.6形状缺陷及其他缺陷/053
3.3焊接缺陷评级和对产品质量的影响/056
3.3.1焊接缺陷的评级/056
3.3.2焊接缺陷的危害/058
3.3.3焊接缺陷的产生原因及防止措施/059
3.3.4焊接缺陷的控制与返修/064
第4章焊接质量控制/066
4.1质量控制体系的建立和运行/066
4.1.1质量控制体系与控制点/066
4.1.2质量体系的建立和文件编制/069
4.1.3焊接质量体系的控制要素/073
4.1.4焊接质量体系的运行/076
4.2焊接质量控制的实施/078
4.2.1焊接结构设计的控制/078
4.2.2母材和焊接材料的质量控制/084
4.2.3焊接方法和工艺的质量控制/088
4.2.4通过质量管理保证焊接质量/091
第5章焊接质量管理与工艺规程/095
5.1焊接质量管理/095
5.1.1焊接质量管理及其含义/095
5.1.2ISO 9000族标准质量管理体系简介/097
5.1.3焊接质量管理的主要环节/100
5.2焊接工艺规程/104
5.2.1焊接工艺规程的概念/104
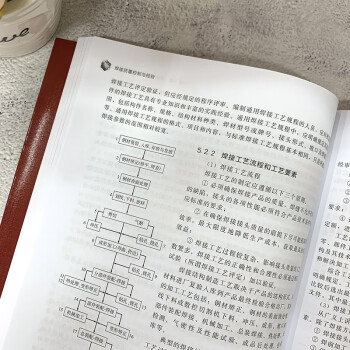
5.2.2焊接工艺流程和工艺要素/106
5.2.3焊接工艺规程的内容/107
5.2.4焊接工艺规程的编制及有效性/108
5.3常用焊接方法的工艺规程/110
5.3.1焊接方法和代号/110
5.3.2焊条电弧焊工艺规程要点/111
5.3.3埋弧焊工艺规程要点/115
5.3.4钨极氩弧焊工艺规程要点/119
5.3.5熔化极气体保护焊工艺规程要点/123
第6章焊接工艺评定/129
6.1焊接工艺评定的目的和影响因素/129
6.1.1焊接工艺评定简介/129
6.1.2焊接工艺评定的特点/130
6.1.3重要因素、补加因素和次要因素/132
6.2焊接工艺评定规则及一般程序/133
6.2.1焊接工艺评定规则/133
6.2.2焊接工艺评定的一般程序/137
6.2.3焊接工艺评定依据/142
6.2.4焊接工艺指导书的编制/142
6.3焊接工艺评定内容及注意事项/143
6.3.1焊接工艺评定的内容/143
6.3.2工艺评定试件检验项目/148
6.3.3压力容器焊接工艺评定试样制备/153
6.3.4PQR与WPS的重要作用/155
6.3.5焊接工艺评定应注意的问题/157
6.3.6焊接工艺评定的合法性及有效性/159
第7章焊接质量检验162
7.1焊接质量检验的依据和内容/162
7.1.1焊接质量检验的依据/162
7.1.2焊缝外观形状尺寸检验/164
7.1.3焊缝内在缺陷的检验/168
7.1.4焊接成品的密封性检验/169
7.2焊接接头的无损检验/171
7.2.1射线检验(RT)/171
7.2.2超声检验(UT)/174
7.2.3磁粉检验(MT)/177
7.2.4渗透检验(PT)/181
7.3焊接接头力学性能试验/184
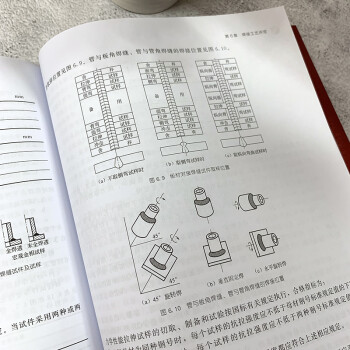
7.3.1拉伸试验/184
7.3.2弯曲及压扁试验/187
7.3.3冲击试验(GB/T 2650—2008)/189
7.4焊接接头金相检验/189
7.4.1金相试样制备/189
7.4.2金相检验方法/191
第8章焊接结构的失效分析194
8.1焊接结构失效及影响因素/194
8.2失效分析的思路与方法/196
8.2.1失效分析的方法、步骤与内容/196
8.2.2失效分析的实验技术/199
8.2.3焊接结构韧性判据与应力集中/201
8.2.4焊接区的失效源/204
8.3焊接结构的失效类型及特征/207
8.3.1脆性失效的特点及断口特征分析/207
8.3.2塑性失效的特点及断口特征/208
8.3.3疲劳失效的特点及断口特征/209
8.3.4应力腐蚀失效的特点及断裂分析/210
8.3.5其他类型失效的特征/210
8.4焊接失效分析实例/211
8.4.1水泥回转窑筒体开裂事故分析(脆性断裂失效)/211
8.4.2高铁运行条件下大跨度钢桥破坏事故分析(疲劳断裂失效)/214
8.4.3高温再热器异种钢焊接结构失效分析(焊接缺陷引起的失效)/220
8.4.4厚壁压力容器事故分析(焊接工艺不当造成的失效)/221
8.4.5环境加速焊接结构失效的例子/222
第9章焊接材料和设备的管理/224
9.1焊接材料的使用与管理/224
9.1.1焊条的使用与管理/224
9.1.2焊丝的使用与管理/228
9.1.3焊剂的使用与管理/229
9.1.4钎焊材料的使用与管理/230
9.2焊接设备的管理与维护/231
9.2.1焊接设备的选用与管理/231
9.2.2焊接设备的维护/234
9.3焊接用气瓶的使用与管理/236
9.3.1常用气瓶的使用及管理/236
9.3.2氧气瓶和CO2气瓶的使用及管理/237
9.3.3乙炔的使用及管理/238
第10章焊接培训与资格认证240
10.1焊接生产人员培训/240
10.1.1焊接培训体系/240
10.1.2焊接生产人员考试的监督管理/242
10.1.3焊接培训的组织与实施/243
10.1.4焊接培训的内容/244
10.1.5焊接操作技能培训/246
10.2焊工资格认证的要求/256
10.2.1焊工资格考试的组织与监督/256
10.2.2初级焊工职业技能要求/259
10.2.3中级焊工职业技能要求/261
10.2.4高级焊工职业技能要求/262
10.2.5焊接技师培训与考核/264
10.3焊工操作考试与检验/265
10.3.1焊工资格考试的内容/265
10.3.2检验方法/272
10.3.3合格条件/273
10.3.4复试与证书/274
参考文献/276
展开